The production of bend stiffeners involves a series of carefully controlled steps to ensure durability and performance in the subsea environment. Here is a structured overview of the process:
1. Design and engineering
Cad modeling: Create a detailed 3D model based on the application requirements (loads, environment, cable size, required bend radius, load capacity).
Finite element analysis (FEA): Use advanced software to simulate bend stiffener stress distribution to optimize geometry and material selection.

2. Material selection
Polyurethane formulation: Select high-quality polyurethane, with the grade (e.g., durometer, aromatic/aliphatic) chosen for flexibility and marine resistance. It has excellent fatigue and wear resistance. The material is often custom-formulated to meet specific performance criteria.
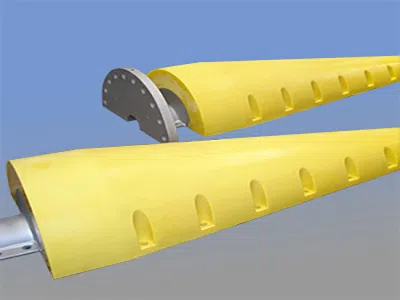
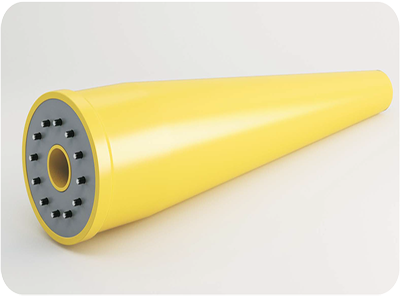
Metal inserts: Select a corrosion-resistant metal (e.g., stainless steel) for the connector/flange. The steel ring is designed to anchor the polyurethane material and effectively transfer loads.
3. Tool manufacturing
CNC machining: Prepare precision tooling (steel/aluminum) to ensure the bend stiffener has the exact conical shape or custom design and size required. Exsto uses one-piece tooling to eliminate external marks and reduce manufacturing time.
4. Mold preparation
Release agent application: Prevents sticking during demolding.
Insert placement: Place metal parts in the mold for embedding.
5. Polyurethane processing
Mixing: Mixes resin and hardener in precise proportions and is usually degassed under vacuum to eliminate air bubbles.
Pouring/casting of polyurethane: Injects or pours the polyurethane mixture into a mold, sometimes under pressure/vacuum for uniform processing. The process is carefully controlled to ensure uniformity and eliminate impurities.
6. Curing
Controlled environment: Cures at specific temperatures for optimal cross-linking and mechanical properties.
7. Demolding
Careful removal: Removes cured reinforcement with ejector pins or air pressure without causing damage.
8. Post-processing
Surface treatment: Apply coating to resist UV/chemical corrosion if required.
9. Assembly: Polyurethane components are assembled with steel rings and other parts (e.G. Bolts, flanges) together. This step ensures that the load transfer mechanism is properly aligned and fixed.
Trimming/finishing: Remove excess material (burrs) and machine critical surfaces (e.g., holes, joints) to ensure smooth operation and prevent stress concentration.
10. Quality control
Dimensional inspection: Verify specifications using CMM or calipers. Visual and structural inspection for internal impurities or defects, voids, bubbles, or inconsistencies.
Material testing: Hardness (durometer), tensile strength, and load testing.
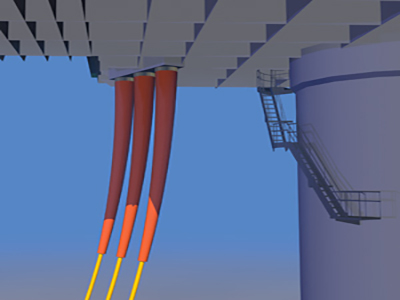
Mechanical testing: Bend stiffeners undergo rigorous high-impact testing to ensure they meet the required mechanical properties, such as compressive strength and fatigue resistance, maximum fatigue load. Ensure the product can withstand harsh marine conditions.
11. Packaging and delivery
Shipping packaging: Bend stiffeners are protected with carefully customized packaging to ensure safety during transportation.
Delivery: Ensure compliance with customer and industry standards. Products are delivered to customers, usually with detailed documentation and support from the manufacturer.
Philson is committed to providing high-quality customized marine cable protection systems that meet the requirements of different industries. Including cable bend limiters, polyurethane protective plates, polyurethane protective tubes, polyurethane anti-collision blocks, fenders, j-tube centralizers, etc. If you have related needs, you can contact us at any time.